GST : 24AACCI2791M1ZB
Call us
08045478223
Call us
08045478223
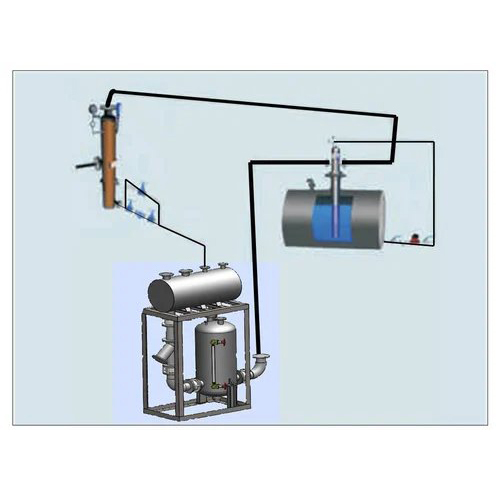
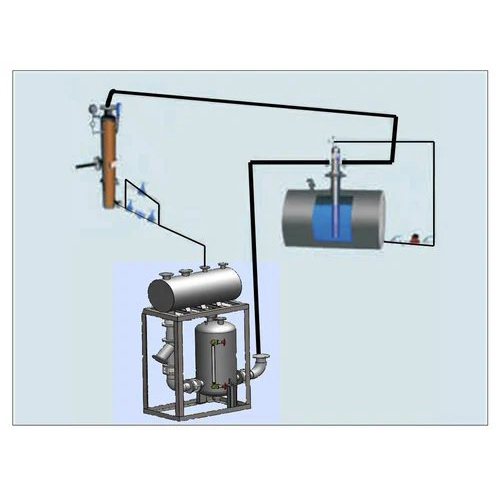
Introducing our Mechanical Condensate Recovery Pump with Panel, a game-changer in steam system efficiency. This comprehensive solution effortlessly recovers and returns valuable condensate to the boiler, maximizing energy utilization. The mechanical pump, meticulously designed for reliability, ensures optimal performance, even in challenging environments. Paired with an intuitive control panel, this system offers automated operation, monitoring, and precise management of condensate levels. The panels user-friendly interface allows seamless integration into diverse industrial setups. Enhance your steam systems efficiency and reduce energy costs with our Mechanical Condensate Recovery Pump with Panel a powerhouse combination for sustainable and cost-effective steam operations.
Specification
|
Model Name/Number |
Mechanical Condensate Recovery Pump With Panel |
|
Brand |
IEPL |
|
Capacity |
1 to 12 TPH |
|
Color |
TATA BLUE |
|
Material |
MS |
|
Temperature |
up to 100 Degree |
|
Type |
Condensate Recovery Pump |
|
Country of Origin |
Made in India |


Price:
Price 160000 INR / Unit
Minimum Order Quantity : 1 Unit
Theory : Centrifugal Pump
Capacity : 506000 kg/hr
Control System : PLC / Automatic
Features : Energy Saving, Corrosion Resistant, Compact Design

Price 100000 INR / Unit
Minimum Order Quantity : 1 Unit
Theory : Other, Centrifugal Pump / Mechanical Condensate Recovery
Capacity : Upto 500 LPM
Control System : Float switch / Automatic Level Control
Features : Corrosionresistant, Low maintenance, High reliability

Price 120000 INR / Unit
Minimum Order Quantity : 1 Unit
Theory : Centrifugal Pump
Capacity : 30 to 1000 LPH
Control System : Automatic/Manual
Features : Corrosion Resistant, Energy Efficient, Compact Design
Price 160000 INR / Unit
Minimum Order Quantity : 1 Unit
Theory : Other, Heat Recovery, Thermodynamic principle
Capacity : Customizable as per requirement
Control System : Automatic/PLC Controlled
Features : Corrosion Resistant, Energy Efficient, Low Maintenance

 Send Inquiry
Send Inquiry
 Send Inquiry
Send Inquiry
