GST : 24AACCI2791M1ZB
Call us
08045478223
Call us
08045478223
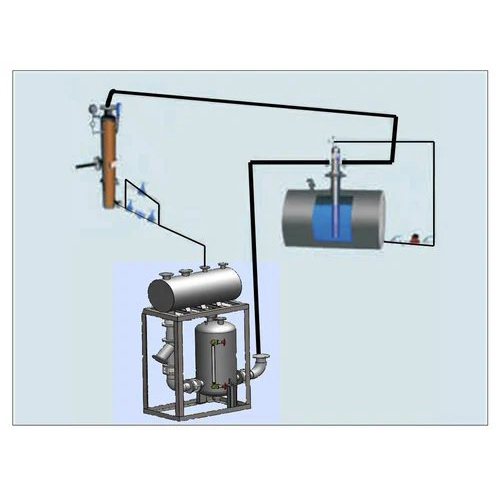
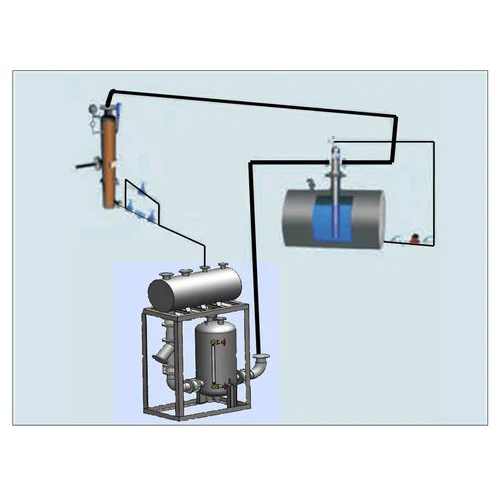
Introducing our Steam Condensate Return Pump, a cornerstone of efficiency in industrial steam systems. This pump excels in reclaiming and returning condensate to the boiler, preventing energy wastage and optimizing overall system performance. Crafted for reliability and durability, it operates seamlessly in diverse industrial environments. The user-friendly design ensures easy integration into existing setups, providing a hassle-free solution for condensate management. By recovering and recycling condensate effectively, this pump not only trims operational costs but also aligns with sustainability goals, minimizing environmental impact. Elevate your steam system's efficiency with our Steam Condensate Return Pump a dependable, cost-effective, and environmentally conscious solution for fluid management.
Specification
|
Max Flow Rate |
1 to 12 TPH |
|
Model Name/Number |
IEPL CONDENSATE ERECOVERY PUMP |
|
Brand |
Innovative Enerpro Pvt Ltd. |
|
Color |
Blue |
|
Material |
S.S, M.S |
|
Country of Origin |
Made in India |


Price:

Price 100000 INR / Unit
Minimum Order Quantity : 1 Unit
Power : Other, 0.5 HP to 5 HP
Voltage : 415V, 3 Phase, 50Hz
Usage : Other
Noise Level : <75 dB(A)
Price 160000 INR / Unit
Minimum Order Quantity : 1 Unit
Power : Other, 1.5 kW 15 kW
Voltage : 415 V
Usage : Other, Steam Condensate Recovery
Noise Level : Low Noise, <70 dB
Price 160000 INR / Unit
Minimum Order Quantity : 1 Unit
Power : Other, 0.75 kW to 7.5 kW
Voltage : 220415V, 50 Hz, 3 Phase
Usage : Other, Steam Condensate Recovery
Noise Level : <70 dB(A)

Price 120000 INR / Unit
Minimum Order Quantity : 1 Unit
Power : Other, Steam, Air, or Other Pressurized Gas
Voltage : Manual Operation (No electrical power required)
Usage : Other
Noise Level : Below 70 dB (A)

 Send Inquiry
Send Inquiry
 Send Inquiry
Send Inquiry
