GST : 24AACCI2791M1ZB
Call us
08045478223
Call us
08045478223
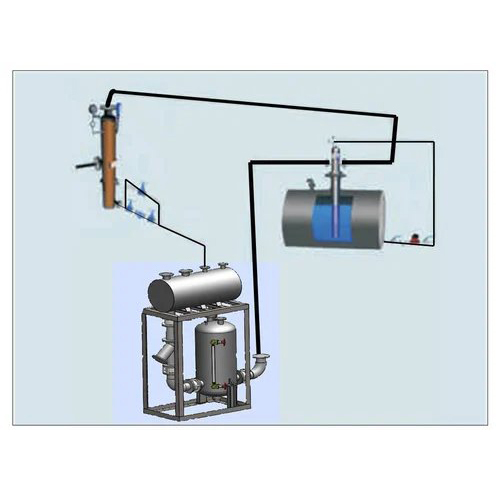
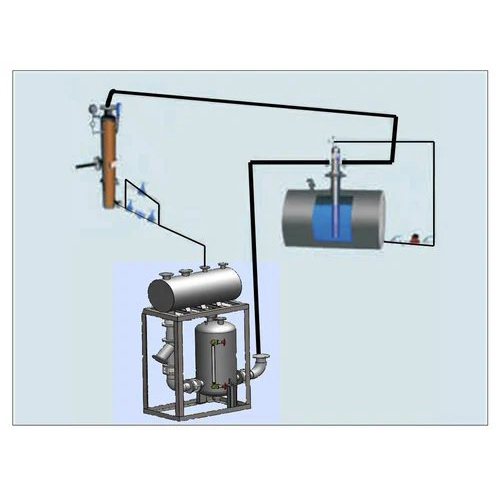
Our system excels at collecting and returning condensate to the boiler, ensuring minimal energy loss and optimal system performance. Crafted for durability, it seamlessly operates in diverse industrial environments, addressing the challenges of high condensate loads. The user-friendly design facilitates easy integration into existing setups, providing a robust solution for condensate management. By efficiently recovering and recycling condensate, our High Condensate System not only reduces operational costs but also champions sustainability, contributing to a greener industrial footprint. Upgrade your steam system with this dependable, high-performance solution.
Specification
|
Capacity |
1 ton to 12 |
|
Fuel |
not required |
|
Usage/Application |
Industrial |
|
Material |
Mild Steel |
|
Brand |
IEPL |
|
Working Pressure |
0-5 (kg/cm2g) |
|
Color |
BLUE |
|
I Deal In |
New Only |
|
Country of Origin |
Made in India |

Price:

Price 140000 INR / Unit
Minimum Order Quantity : 1 Unit
Pressure : Other, Up to 4 Kg/cm
Flow Rate : Up to 3000 LPH
Control System : Automatic Electric Panel
Fuel Type : Other, Electric

Price 100000 INR / Unit
Minimum Order Quantity : 1 Unit
Pressure : Other, Up to 3 bar
Flow Rate : Up to 3 m/h
Control System : Automatic / Manual Control
Fuel Type : Other, Electric
Price 160000 INR / Unit
Minimum Order Quantity : 1 Unit
Pressure : Other, Up to 10 Bar
Flow Rate : Up to 50 m/hr
Control System : Automatic/PLC Controlled
Fuel Type : Other, Electric

Price 100000 INR / Unit
Minimum Order Quantity : 1 Unit
Pressure : Other, Up to 5 bar
Flow Rate : Up to 12 m/h
Control System : Float switch / Automatic Level Control
Fuel Type : Other, Electric

 Send Inquiry
Send Inquiry
 Send Inquiry
Send Inquiry
