GST : 24AACCI2791M1ZB
Call us
08045478223
Call us
08045478223
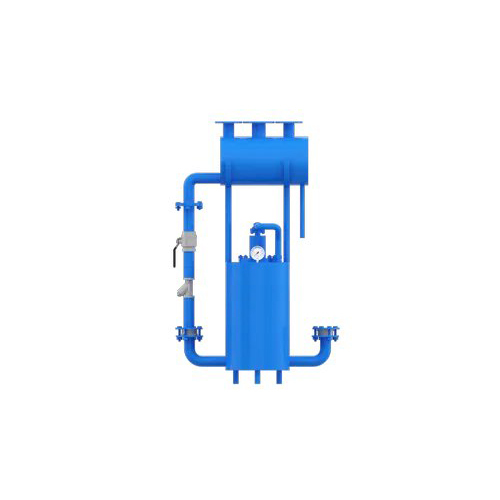
Introducing our Condensate Water Recovery system, a vital solution for sustainable industrial operations. This system efficiently captures and repurposes condensate, preventing water wastage in steam applications. Crafted for durability and reliability, it seamlessly integrates into diverse industrial environments, ensuring consistent performance. The user-friendly design facilitates straightforward integration into existing setups, providing a hassle-free solution for condensate water management. By effectively recovering and recycling condensate water, our system not only reduces water consumption but also aligns with environmental conservation efforts, contributing to a greener industrial footprint. Elevate your operations with this dependable, cost-effective, and eco-conscious Condensate Water Recovery solution.
Specification
|
Brand |
IEPL |
|
Material |
MILD STEEL |
|
Model Name/Number |
1 TO 12 TPH |
|
COLOUR |
BLUE |
|
WARRANTY |
1 YEAR |
|
MOTIVE |
STEAM OR AIR |


Price:

Price 120000 INR / Unit
Minimum Order Quantity : 1 Unit
Usage : Other, Condensate recovery in steam systems
Speed : 2800 RPM
Capacity : As per requirement (customized)
Inlet/Outlet : As per requirement (commonly 1 to 4)
Price 120000 INR / Unit
Minimum Order Quantity : 1 Unit
Usage : Other
Speed : 2900 rpm
Capacity : 24L/hr
Inlet/Outlet : 18mm / 14mm

Price 120000 INR / Unit
Minimum Order Quantity : 1 Unit
Usage : Other
Speed : 2900 RPM
Capacity : 12 Litre per hour
Inlet/Outlet : 16 mm / 10 mm

Price 100000 INR / Unit
Minimum Order Quantity : 1 Unit
Usage : Other
Speed : 1450 rpm / 2900 rpm
Capacity : Upto 500 LPM
Inlet/Outlet : DN25 to DN80

 Send Inquiry
Send Inquiry
 Send Inquiry
Send Inquiry
