GST : 24AACCI2791M1ZB
Call us
08045478223
Call us
08045478223
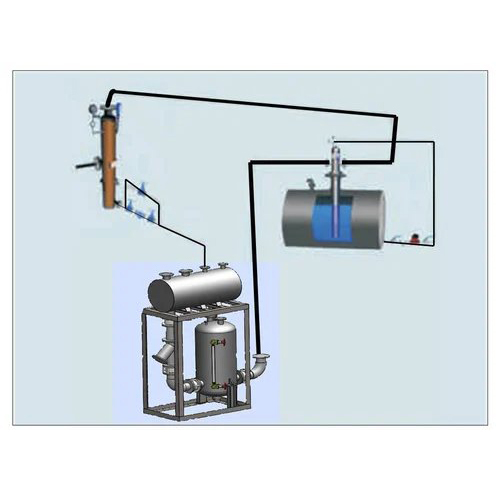
Introducing our Condensate Recovery Pump, a cornerstone of energy efficiency in steam systems. This pump excels at reclaiming and transporting condensate, minimizing heat loss and optimizing boiler performance. Engineered for reliability, its robust construction ensures durability in diverse industrial environments. The user-friendly design facilitates easy integration into existing setups, offering seamless condensate management. By efficiently recovering and reusing condensate, this pump not only reduces operational costs but also contributes to sustainability goals, lowering environmental impact. Elevate your steam system's efficiency with our Condensate Recovery Pump a dependable, cost-effective, and eco-conscious solution for maximizing energy recovery and minimizing environmental footprint.
Specification
|
Model Name/Number |
IEPL CONDENSATE ERECOVERY PUMP |
|
Brand |
Innovative Enerpro |
|
Capacity |
1 TPH TO 12 TPH |
|
Color |
Blue |
|
Country of Origin |
Made in India |
|
Material |
steel |


Price:

Price 100000 INR / Unit
Minimum Order Quantity : 1 Unit
Head Size : 35 meters
Voltage : 220240V, 50Hz
Seals Type : Mechanical Seal
Usage : Other, Industrial/Commercial/Residential Water Supply
Price 150000 INR / Unit
Minimum Order Quantity : 1 Unit
Head Size : 25 m
Voltage : 415 V AC, 3Phase
Seals Type : Mechanical Seal
Usage : Other, Industrial Steam Systems

Price 140000 INR / Unit
Minimum Order Quantity : 1 Unit
Head Size : Up to 30 meters
Voltage : 230V/415V AC
Seals Type : Mechanical Seal
Usage : Other

Price 100000 INR / Unit
Minimum Order Quantity : 1 Unit
Head Size : 28 meters
Voltage : 220240V AC, 50Hz Volt (v)
Seals Type : Mechanical Seal
Usage : Other

 Send Inquiry
Send Inquiry
 Send Inquiry
Send Inquiry
