GST : 24AACCI2791M1ZB
Call us
08045478223
Call us
08045478223
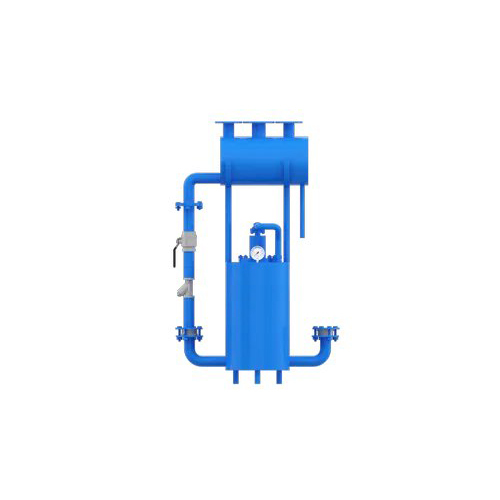
Introducing our Steam Condensate Pumps, an essential component for efficient steam system operation. Designed for reliability and longevity, these pumps seamlessly recover and transport condensate back to the boiler, preventing energy waste. Crafted with precision engineering, they excel in diverse industrial environments, ensuring consistent performance. The user-friendly design facilitates easy integration into existing systems, enhancing overall steam system efficiency. By reclaiming and recycling condensate, these pumps contribute to significant energy savings and reduced environmental impact. Elevate your steam system's performance with our Steam Condensate Pumps a reliable solution that underscores efficiency, sustainability, and cost-effectiveness in industrial operations.
Specification
|
Max Flow Rate |
1 to 12 TPH |
|
Model Name/Number |
IEPL CONDENSATE ERECOVERY PUMP |
|
Brand |
Innovative Enerpro Pvt Ltd. |
|
Color |
Blue |
|
Material |
S.S, M.S |
|
Country of Origin |
Made in India |


Price:

Price 100000 INR / Unit
Minimum Order Quantity : 1 Unit
Capacity : 35 LPM
Seals Type : Mechanical Seal
Control System : Manual Start
Flow Rate : 35 L/min
Price 120000 INR / Unit
Minimum Order Quantity : 1 Unit
Capacity : 24L/hr
Seals Type : Mechanical Seal
Control System : Float Switch
Flow Rate : 24 liters/hour

Price 120000 INR / Unit
Minimum Order Quantity : 1 Unit
Capacity : 12L/h
Seals Type : Mechanical Seal
Control System : Float Switch
Flow Rate : 12 L/h

Price 120000 INR / Unit
Minimum Order Quantity : 1 Unit
Capacity : 30 to 1000 LPH
Seals Type : Mechanical Seal
Control System : Automatic/Manual
Flow Rate : 0.5 to 10 m/hr

 Send Inquiry
Send Inquiry
 Send Inquiry
Send Inquiry
