GST : 24AACCI2791M1ZB
Call us
08045478223
Call us
08045478223
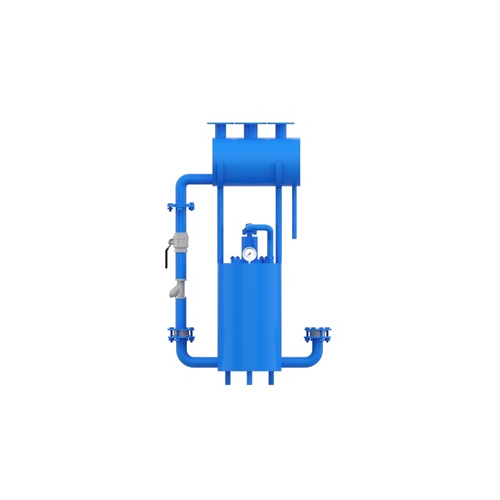
Introducing our Pressure Powered Packaged Pump Unit a pinnacle of efficiency in fluid dynamics This innovative system maximizes utility by utilizing existing fluid or gas pressure to propel the integrated pump The unit seamlessly combines a highperformance pump with essential components presenting a compact and readytoinstall solution Ideal for industrial processes water management and beyond it represents a paradigm shift in fluidhandling technology Its reliable design ensures consistent performance offering a versatile and convenient solution for various applications Elevate your operations with the Pressure Powered Packaged Pump Unit the epitome of efficiency and sophistication in fluid transfer systems
Pressure Powered Packaged Pump Unit
There are Condensate recovery unit or power pressure pump use for transfer steam
condensate from plant to boiler feed water tank with help of motive steam or air
Working of Principal Condensate recovery pump or Power pressure pump There are two stage of pump working 1 Filling Mode Condensate from process will be collected in pump receiver tank due to
gravity it will open Check valve and start filling pumping tank By this time motive inlet
is closed and vent outlet is open so there is no back pressure This will lead level low to
high
2 Pumping Mode As the level reaches set high level vent valve shut off and open the motive steam or air valve This will allow motive steam or air in tank and push the water level in downward direction By this time Delivery Check Valve will be open and inlet check valve shut off
When low level reached automatically repeat the cycle Ie shut off the motive valve
and open the exhaust
In Comman mechanical pump there are mechanical assembly which are very complicated and lot of moving part It cost is to high Also SS float puncture with time due to constant expansion and contraction due to temperature variation
While In our system APPLIED FOR PATENT We avoid complication of the operation We remove ss float which are puncher after some time We use special material float which can operate for almost life time So there are no wear and tear will be there so its almost maintenance free Our system will be working for almost its life cycle
Features
1 Pump Total Material are SS 304 Material so life is long life
2 Float material is Special Materials so it will not punctured
3 No moving part assured zero maintenance
4 Suitable for high temp Application No cavitations problem
5 Can be operated on compressed Air
6 Various sizes for different capacitiesmax cap12000 kghr







Price:
Price 100000 INR / Set
Minimum Order Quantity : 1 Set
Usage : Water
Inlet/Outlet : As Per Standarad
Flow Rate : 40 per strock
Fuel Type : Other

 Send Inquiry
Send Inquiry
 Send Inquiry
Send Inquiry
